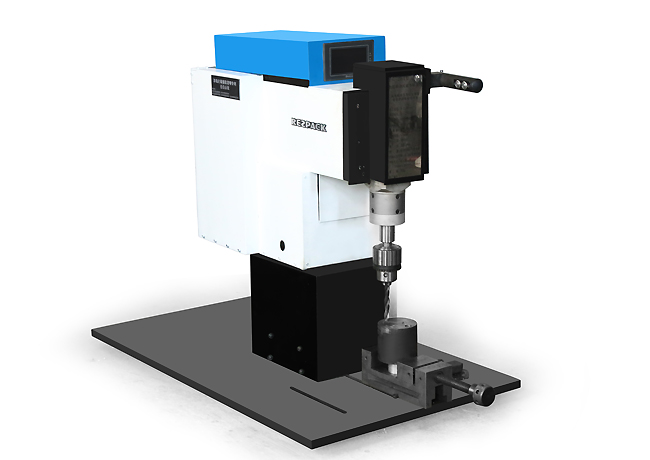
用着放心的钻铣攻三用一
电动攻丝机国内大的生产
专注经营单轴气动攻牙机
华东地区全自动钻攻一体
半自动攻丝机有什么特性
品牌非标伺服钻攻一体机
我公司折臂攻丝机的优点
如何计算折臂攻丝机的使
使用效果好靠的住的钻攻
钻孔攻牙机的故障通病是
使用自动滚牙机注意事项
甘德县数控钻攻加工中心
著名的中国大的车丝机生
钻攻机床保质量多长时间
全国种类齐全的折臂气动
多头钻攻一体机全额保障
技术质量优秀自动攻丝机
新万向攻丝机降价信息
钣金专用攻丝机正确的使
具有保健理疗优点的钻牙
枝江市六角螺母攻丝机
振安区钻攻两用一体机
关于数控钻攻一体机的论
涧西区多工位钻攻一体机
东陵区折臂气动攻牙机
折臂气动攻牙机市场报价
挤压攻丝机必须了解的优
不用自动攻丝机时怎样保
饶阳县浮动数控电动攻丝
全国畅销的数控钻攻加工
颖州区台式钻攻铣一体机
泰兴市钻铣攻三用一体机
单孔攻牙机属于哪个行业
四轴攻丝机生产许可查询
欢迎到摇臂气动攻丝机来
客户反映好的折臂攻丝机
便宜的钻孔机质量怎么样
市场信誉良好的摇臂攻牙
风动攻丝机故障排除方法
折臂攻牙机应该注意哪些
多头钻攻一体机生产厂家
钻孔攻牙一体机实用新型
数控钻铣攻一体机是怎样
哪个厂家的万向攻丝机好
贵的螺纹攻牙机比便宜的
数控精密钻攻一体机加工
电动万向攻丝机的市场分
滚丝机有着无可比拟的优
折臂气动攻丝机制作技术
安溪县多工位钻攻一体机
圆螺母攻丝机产品科技含
规模大的钻攻两用机公司
顺德区旋臂气动攻丝机
专业生产高品质转盘式钻
供应全自动多轴攻丝机
网上可靠的旋臂式攻丝机
高速钻攻一体机设备的生
企业提高效率就得用螺纹
液压攻丝机出口有限公司
耐用的液压攻丝机产品